LABORATORY熱の実験室
- 熱の実験室
- 熱の実験室-新館
3-2-3.溶接予熱なし
- 製作したテストワークが室温と同じ温度になるまで待つ。
- 中央y型開先部分に1層溶接を行う。
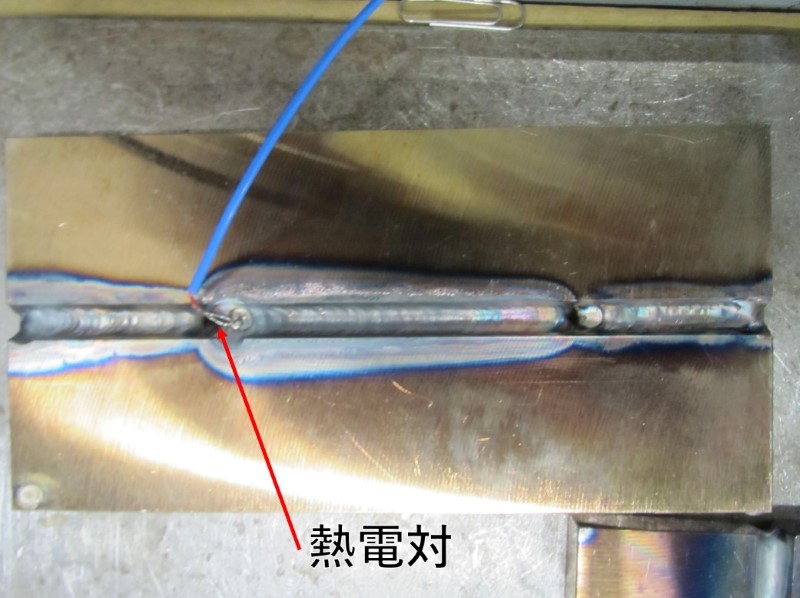
- 溶接終了後すぐにビード終端部へK型熱電対を溶接する。
- ビード終端へ溶接したK型熱電対でビードの温度測定を行う。
- 溶接終了後48時間以上工場の隅へ置いておく。
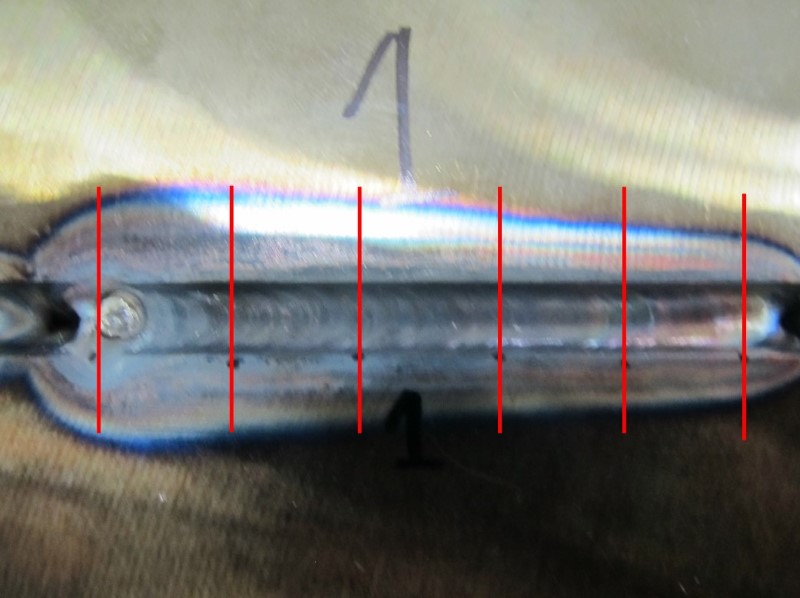
- y型開先部分を図10中の赤線部分を精密切断機で切断しビードの断面を観察する。
4. 結果
4-1.溶接ビート温度
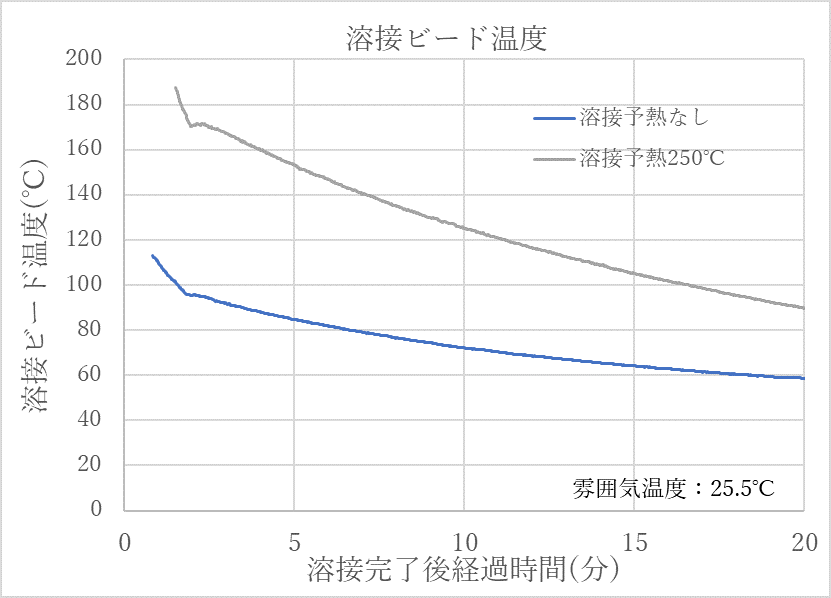
※グラフが0秒から始まっていないのは、溶接終了後から測定開始までタイムラグが発生してしまうため。
表1、溶接ビード100℃以上保持時間
| 溶接条件 | 100℃以上保持時間 |
| 溶接予熱なし | 約1.5分 |
| 溶接予熱260℃ | 約17分 |
4-2.溶接ビート断面
4-2-1.溶接前予熱260℃
溶接ビード断面に低温割れは認められませんでした。
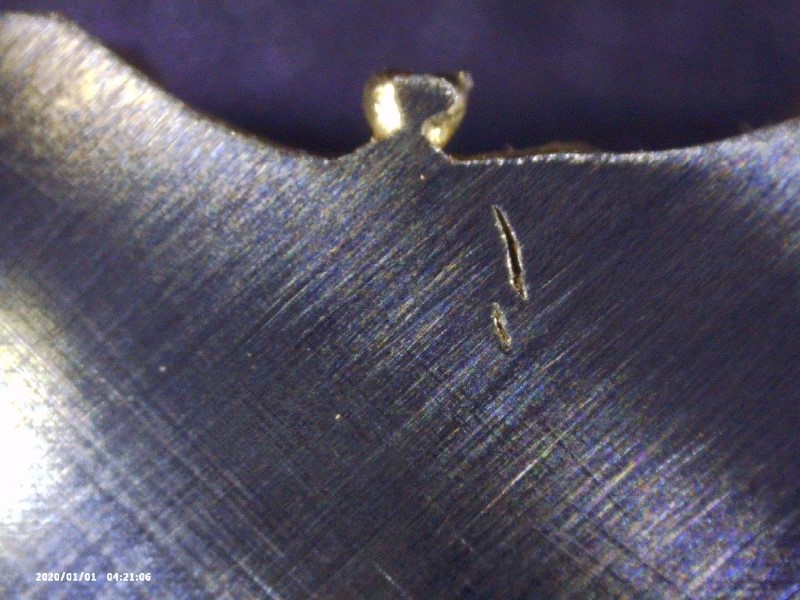
4-2-1.溶接前予熱なし
溶接ビードと母材の境界付近で1カ所低温割れと思われる割れがありました。(図12)
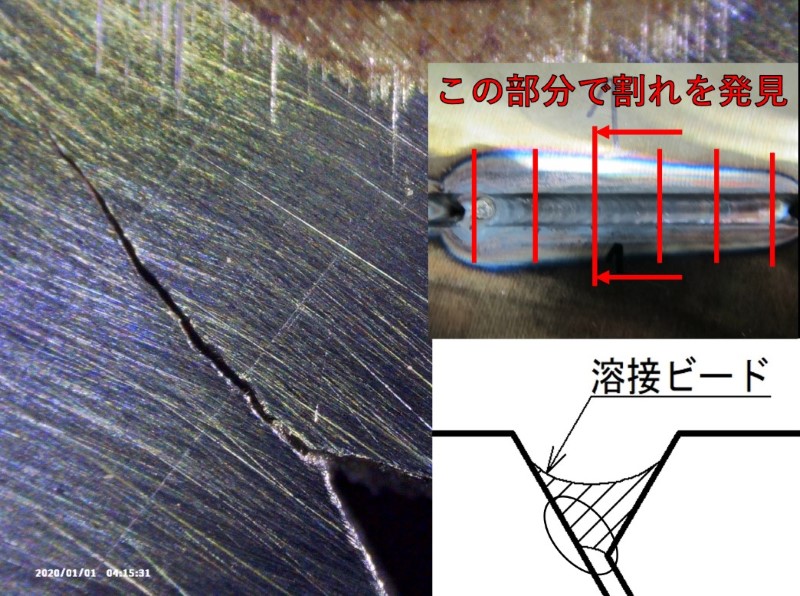
溶接前予熱260℃、溶接前予熱なし両方とも熱電対溶接部直下において割れが認められました。(熱電対溶接のために追加で熱を入れたことが悪さをした?再熱割れと呼ばれる現象?)(図13、図14)

5. まとめ
今回の実験結果を見てみると、溶接前予熱を行った場合とそうでない場合で100℃以上の保持時間が10倍程度、約15分間も違ってきます。15分間の差でどの程度水素脆化を防げているのか予想は難しいですが、効果はありそうです。
また、予熱を行うことで溶接部と周囲との温度勾配が緩くなり、溶接部から周囲へ熱が逃げることを抑えることができるので、溶接直後の温度の急低下が緩和され、残留応力の低下を期待できると思われます。
※今回は試してみた、というだけの実験ですので、この条件ならば低温割れを防ぐことができるといった論旨はございません。
また、予熱を行うことで溶接部と周囲との温度勾配が緩くなり、溶接部から周囲へ熱が逃げることを抑えることができるので、溶接直後の温度の急低下が緩和され、残留応力の低下を期待できると思われます。
※今回は試してみた、というだけの実験ですので、この条件ならば低温割れを防ぐことができるといった論旨はございません。
6. 使用した製品の紹介
最後に溶接前予熱と後熱に適した弊社製品の紹介をします。
■ホットプレートDEMO

サイズの小さいワークにはホットプレートによる加熱がおすすめです。今回のワーク程度のサイズ感ならばホットプレートが適しています。特に難しいことは何もなく、スイッチを押して温度設定をしておくだけで加熱と温度管理ができるので非常に簡単です。今回の実験でも楽に溶接前予熱ができたのでとても助かりました。
■溶接予熱用ヒーター
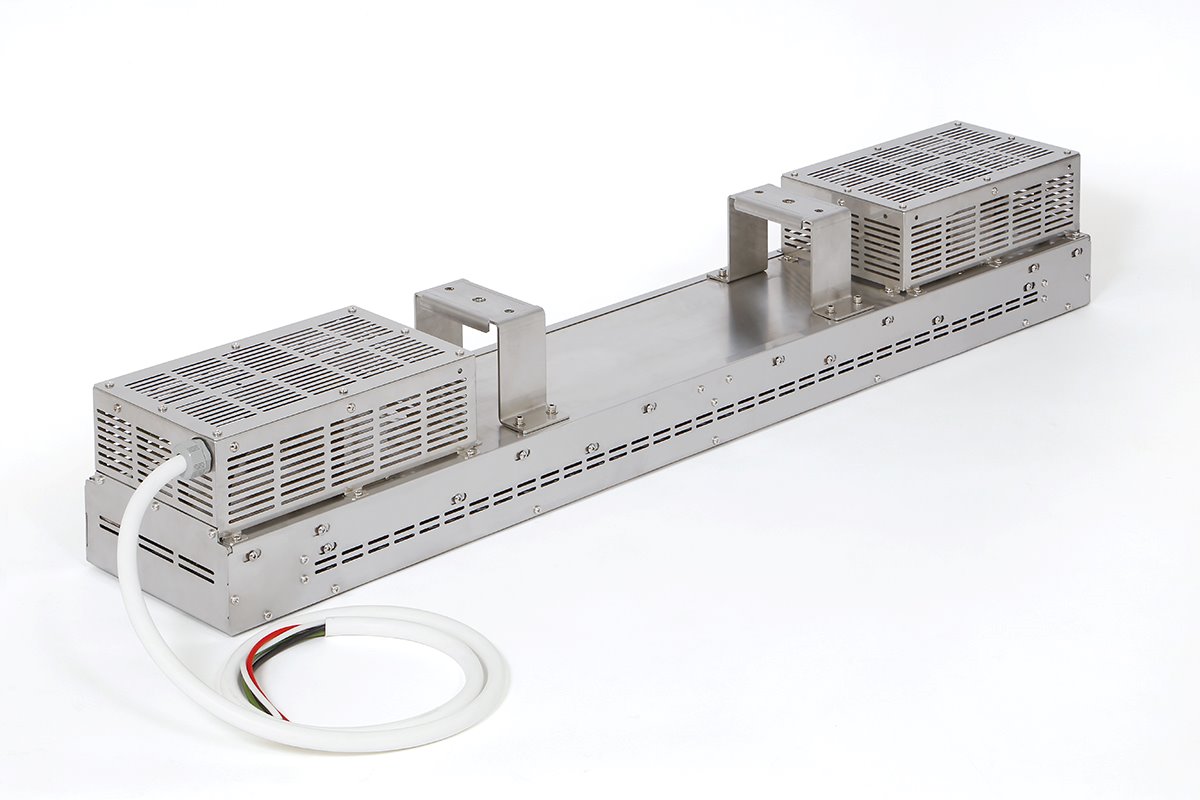
大型のワークの予熱や建設現場での使用には溶接予熱用ヒーターをおすすめします。ハイパワーによる素早い昇温を実現します。また、遠赤外線ヒーターによる間接加熱方式ですのでワークの形状を問いません。さらに屋外で使用できる設計となっておりますので橋梁などの工事現場でもご使用いただけます。
装置の製作や特注対応、その他製品を含めお客様のご用途に合った提案をしますので、最寄りの営業所またはお問い合わせフォームまでお気軽にご連絡ください。
■ホットプレートDEMO
サイズの小さいワークにはホットプレートによる加熱がおすすめです。今回のワーク程度のサイズ感ならばホットプレートが適しています。特に難しいことは何もなく、スイッチを押して温度設定をしておくだけで加熱と温度管理ができるので非常に簡単です。今回の実験でも楽に溶接前予熱ができたのでとても助かりました。
■溶接予熱用ヒーター
大型のワークの予熱や建設現場での使用には溶接予熱用ヒーターをおすすめします。ハイパワーによる素早い昇温を実現します。また、遠赤外線ヒーターによる間接加熱方式ですのでワークの形状を問いません。さらに屋外で使用できる設計となっておりますので橋梁などの工事現場でもご使用いただけます。
装置の製作や特注対応、その他製品を含めお客様のご用途に合った提案をしますので、最寄りの営業所またはお問い合わせフォームまでお気軽にご連絡ください。
- 1
- 2