LABORATORY熱の実験室
- 熱の実験室
- 熱の実験室-新館
熱の実験室-新館
第61回 溶接予熱やってみた
レッド・イエロー・ピンク 3チームが担当
第61回 溶接予熱やってみた
実験実施: 2024年4月、 実験担当: チームレッド
1. はじめに
さまざまな理由から、近年では高張力鋼の使用が増えているそうです。しかし、高張力鋼はあらかじめ温めておいてから溶接を行わないと、溶接が終わり冷えた後しばらくたってから割れてしまう低温割れという現象を起こしてしまい、溶接部の強度が低下してしまうことがあります。そのメカニズムは、溶接時に取り込まれた水素原子によって溶接部が脆くなる水素脆化と呼ばれる現象が起こることで、溶接時の高温により発生した残留応力等に耐え切れずに割れてしまうというものです。溶接前に予熱を行うことで、溶接後の水素原子の拡散、放出へつながり、低温割れを防ぐことができます。
弊社製品には溶接時の熱管理を目的とした製品「溶接予熱用ヒーター」がありますが、溶接前予熱の効果を確かめるべく実験してみました。
弊社製品には溶接時の熱管理を目的とした製品「溶接予熱用ヒーター」がありますが、溶接前予熱の効果を確かめるべく実験してみました。
2. 用意したもの
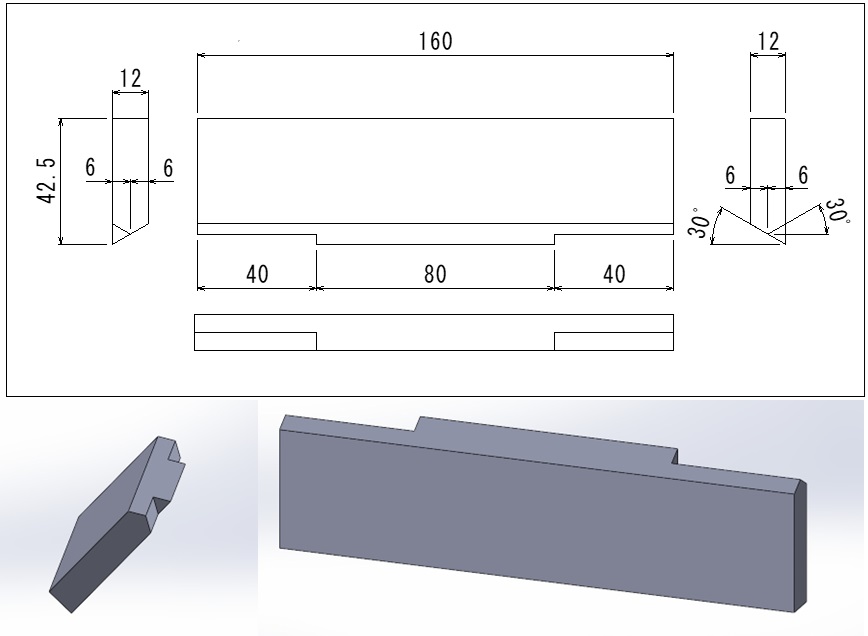
- y型溶接割れ試験用テストピース1 SCM440 12t (図2)
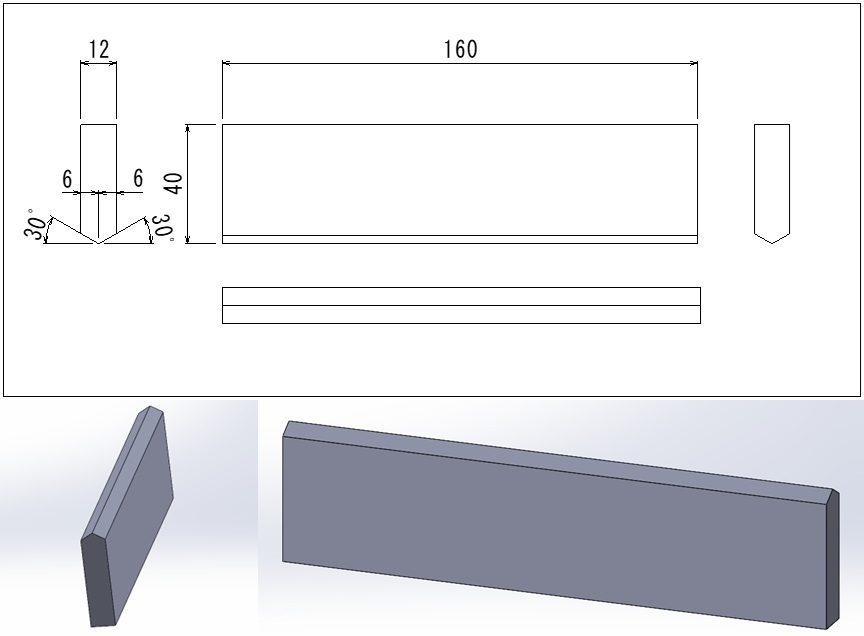
- y型溶接割れ試験用テストピース2 SCM440 12t (図3)
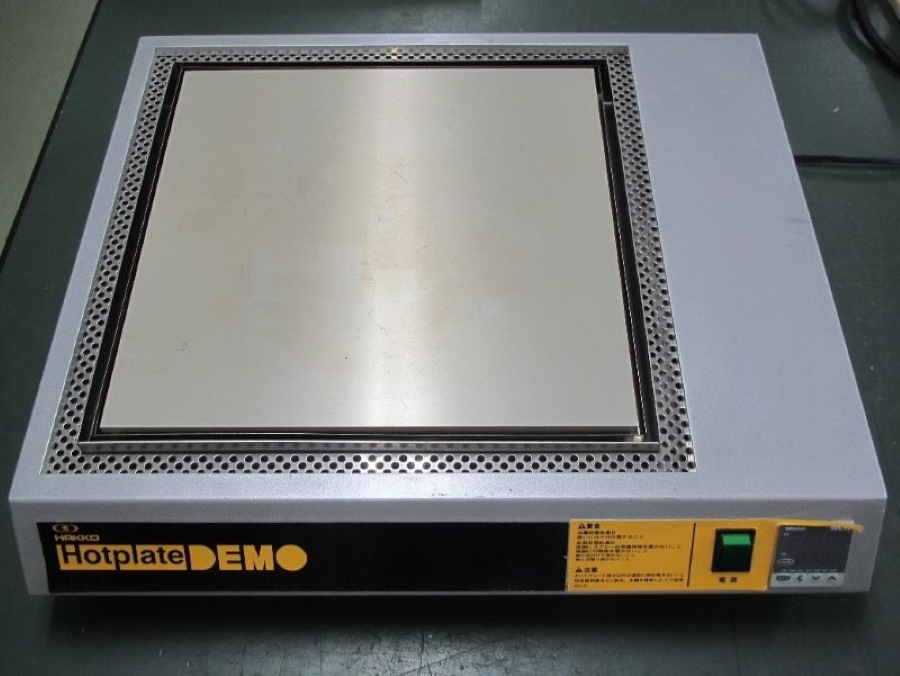
- ホットプレート 八光電機 ホットプレートDEMO HHP3035(図1)
- 溶接機 パナソニック YC-300BP2
- 溶接棒 軟鋼用溶接棒 TG-S50 φ1.6
- データロガー HIOKI LR8400
- Kタイプ熱電対 φ0.32単線 クラス2 フッ素樹脂被覆
- 接触式温度計 安立計器 HD-1200K
- 湿式精密切断機 マルトー ラボカッター(MC-120)
- デジタル顕微鏡
3. 実験
低温割れを起こさない予熱温度を探すためによく用いられる手法として、y型溶接割れ試験という手法があります。図4中の矢視図にあるようなy字状の開先を作り、そこへビードを盛ることで低温割れを起こしやすいビードを作ることができます。予熱温度条件を変えた複数の試験片に溶接を行い、48時間以上たってからビードの断面を観察して低温割れの有無を見ることで、低温割れを起こさない温度を探ります。
※JIS Z3158:2016において試験方法が規定されており、今回はこれを参考にし、テストワークをそれよりも小さくして試験を行いました。
実験に用いた鋼材(SCM440 厚さ12mm)では溶接時に250℃~350℃まで予熱をしてから溶接するのが望ましい1)ということですので、溶接前予熱を260℃で行ったものと、予熱を行わなかったもので溶接ビードの断面を観察して比較してみることにしました。また、溶接部の温度を100℃以上にどれだけの時間保っていられるかが、鋼材中にいる水素原子の拡散、放出に対して重要とのことですので、溶接終了後にビードへ熱電対を溶接し、温度測定を行います。
※JIS Z3158:2016において試験方法が規定されており、今回はこれを参考にし、テストワークをそれよりも小さくして試験を行いました。
実験に用いた鋼材(SCM440 厚さ12mm)では溶接時に250℃~350℃まで予熱をしてから溶接するのが望ましい1)ということですので、溶接前予熱を260℃で行ったものと、予熱を行わなかったもので溶接ビードの断面を観察して比較してみることにしました。また、溶接部の温度を100℃以上にどれだけの時間保っていられるかが、鋼材中にいる水素原子の拡散、放出に対して重要とのことですので、溶接終了後にビードへ熱電対を溶接し、温度測定を行います。
3-1.実験準備
図2、図3のテストピースのサイド部分を溶接して合体させることで図4、図5、の試験用テストワークを製作します。
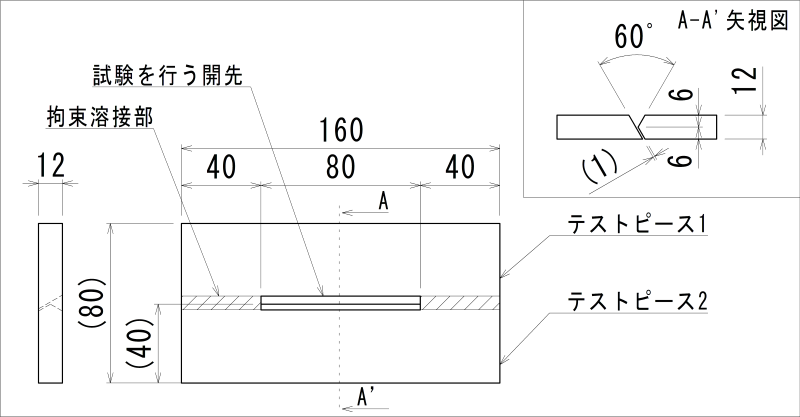
図4.テストワーク図面
そこで、200℃弱までホットプレート上で予熱を行った後に溶接を行ったところ、割れを起こさずに製作することができました。(図6)

図5.拘束溶接部高温割れ(予熱なし) 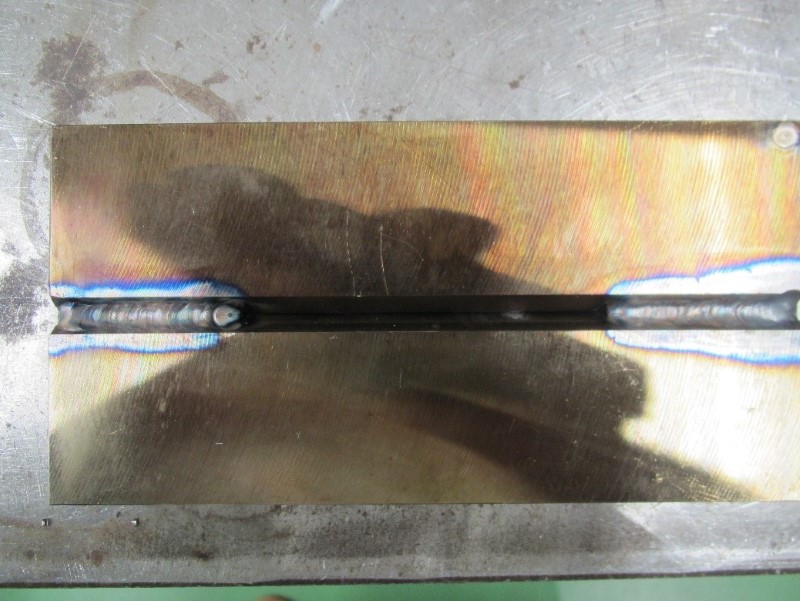
図6.製作したテストワーク写真(オモテ面)
そこで、200℃弱までホットプレート上で予熱を行った後に溶接を行ったところ、割れを起こさずに製作することができました。(図6)
3-2.実験方法
3-2-1.溶接条件(共通)
CO2ガスシールドTig溶接
溶接電流:200A
溶接電流:200A
3-2-2.溶接前予熱260℃
- 製作したテストワークを設定温度300℃にしたホットプレートDEMO上で加熱する。
- テストワークの温度を接触式温度計で監視しつつ温度が290℃程度になったら溶接台上へ移す。
- テストワークが冷めてきて、温度が260℃になったら溶接を開始し、中央y型開先部分に1層溶接を行う。
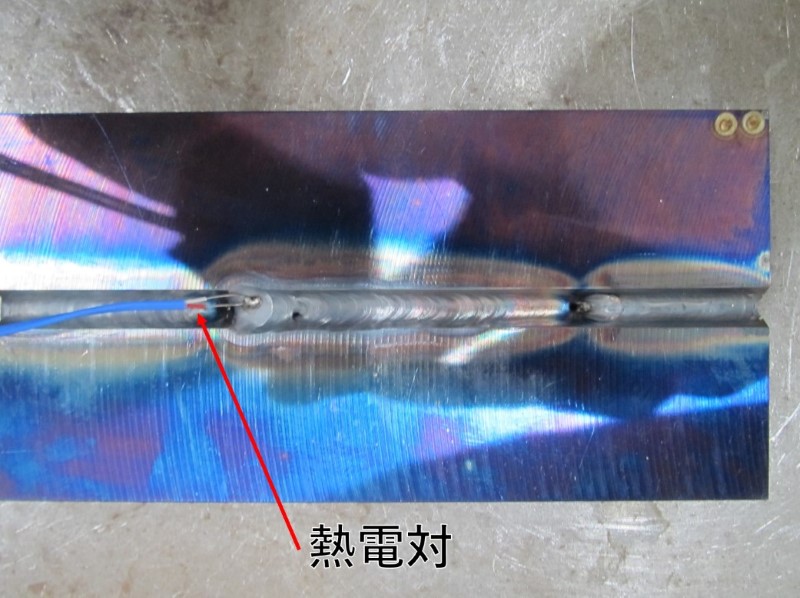
- 溶接終了後すぐにビード終端部へK型熱電対を溶接する。
- ビード終端へ溶接したK型熱電対でビードの温度測定を行う。(図7)
- 溶接終了後48時間以上工場の隅へ置いておく。
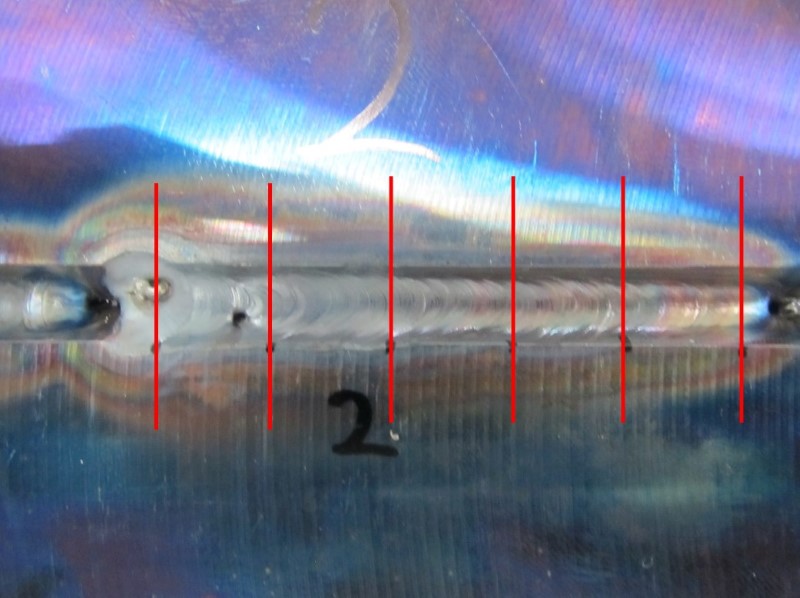
- y型開先部分を図8中の赤線部分を精密切断機で切断しビードの断面を観察する。
青と紫のテンパーカラーがよく出ています。除去加工されていれば温度計や示温クレヨン等が手元になくても大体の温度はテンパーカラーで判断できるかもしれません。
- 1
- 2